|
 8 R* t: \7 e# b$ x9 W 8 R* t: \7 e# b$ x9 W
" h3 s3 H8 D" ]. R
壹、前言:: O j0 h* h3 {! h$ c2 h
施工中常發生因熔接作業引起火災的案件,由於此類火災現場有明顯的動火證明,於進行火災原因調查時,其調查方向較明確,且比較容易證明、確認。但類似案件仍不斷在作業疏忽中發生,似乎也顯示此類案件並不會因肇因明確、調查容易,而能有效預防、或抑止該類火災的發生,這的確也是預防工作應注意改進的重點。以下就以新竹縣最近的熔接金屬火花火災案例,來說明火災發生經過,並針對此類案件提出火災預防對策。
( v. w; i) x; R7 O3 w' N貳、火災概要:5 L0 r( _( O- Q
某日午後14時,工人開始下午的頂樓加蓋鋼骨結構工程。由於施工位置緊鄰馬路,為方便作業,工程車停放於緊鄰施工建築物旁道路,電銲機等施工工具均直接吊掛至3樓。而乙炔及氧氣鋼瓶較重,因此放置工程車載貨平台上,再利用橡皮軟管延伸熔桿火炬至建築物3樓作業。6 S b" Y1 X2 z9 P: F V
, E+ `* U" Q# W9 g. V% M現場施工作業使用電銲機及氧乙炔氣切割器,施工人員突然發現火勢從車後載貨平台上氧乙炔橡皮軟管起火燃燒;雖迅速以乾粉滅火器滅火,但因鋼瓶開關閥燒熔,無法將火勢熄滅,造成工程車延燒,車頭全毀。: u# [( K$ v9 m/ c7 X+ k7 M
, E, @. ^. h& C3 \6 ?4 {

- ~3 g2 s$ D1 M# c6 g鋼瓶閥受燒情形
& R4 g- m# m Z0 t1 y) a$ q1 L4 S% d( T! F% \/ }4 E& h ?
參、現場燃燒後情形:+ }. y; `1 c/ r- ]: x% o$ O0 e; E
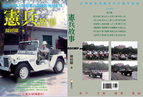
工程車車車頭全毀,車頭前方烤漆完整,前擋風玻璃破裂,車頂上方受燒燻黑,散熱水箱罩完好,前保險桿完好。駕駛座艙內部燒毀,方向盤下端受燒彎曲變形,右側助手座後方鐵板受燒變色泛白。載貨平台下方電池、油箱及四個車輪完好未受燒。' X) C) x" s% @/ I1 X) f
4 }" y& w8 b$ p- w
車頭後方載貨平台僅右前方木質地板燒穿,其餘完整。燒穿位置平放乙炔及氧氣鋼瓶,並有乾粉噴灑過的痕跡。經調查,載貨平台上共載有乙炔鋼瓶2瓶、氧氣鋼瓶1瓶,乙炔及氧氣的壓力調節器2個。& Z" P, h$ O4 P( ^" r9 {, ]' W
6 Z+ }, O7 Z' T- h i& W' b
 8 V9 X( @; d" i @& _" w. T5 I 8 V9 X( @; d" i @& _" w. T5 I
工程車後方載貨平台右前方燒穿,橡皮高壓軟管燒斷- F' Y x, @$ B; |# ^3 G# P
$ r6 d5 s& ^& G! |" K- T* u
3 c" P9 x- t& _: Z$ F( j. v鋼瓶瓶身受燒情形# X. S# d4 [0 {
* Z+ w' o Y3 y. `
肆、熔接火花特性:
4 @& T) V5 c' s! I% Y# P此案例因作業需要使用電弧熔接(arc welding)及氣體熔接(gas welding)即電銲機及氧乙炔切斷器,茲分別介紹如下:6 w' h; ^- Y: v, [: e' g0 h
* w5 y3 c! T% m7 \電銲機種類多樣,本案例所使用電銲機係為攜帶輕便、操作簡單、成本低、且戶外、室內均可使用的遮蔽金屬電銲機(SMAW),為目前最廣泛被使用的電銲機。電銲機相關套件包括電銲機、電極把手、電極、電線及接地夾,其負極為消耗性電極,正極為欲熔接工件。熔接熱量由電弧所供給,而熔接時的溫度隨著電源種類、電流密度及熔接金屬的種類而定。由於電弧所產生的熱量使電極呈熔融之狀態,所以電銲時電弧中心溫度相當高,約可達4,000至7,000℃,所噴射出火花的溫度為2,000至3,000℃。1 Y( l$ E: H, Z& c6 u# p! `6 U; ?2 Z# K
}2 j* U; V% A0 I( U8 O
氧乙炔切斷器係利用氣體燃燒火焰加熱工件表面使其產生氧化鐵,氧化鐵繼續燃燒而造成熔融之熔渣火花噴出,達到金屬切割的目的,但此種氣體切斷器僅限使用於含鐵材料的切割。氧乙炔切割時火焰之最高溫度可達3,500℃,而飛出火花的溫度則較母材溫度低,但也有約1,500℃。- M# b7 c, q' _& \0 s) b) J* j
4 O3 l4 }3 p5 m) ]4 H0 R. V: K* R" w火花熔渣直徑0.4公分以下者,因粒子較小,溫度下降快,墜地後會保持原球型;而直徑超過0.5公分的粒子掉落地面時,會因重力撞擊碎裂成較小粒子散開,而小粒子飛散的距離可達10公尺以上。此時火花與可燃物接觸時,可燃物起火的可能性非常高。. h) F% E3 T4 u: f% }
1 \; w) ]3 ]+ B! D4 F+ X0 S火花對可燃性液體而言,高分子油品例如柴油、機油的引火後續燃性低,起火後容易熄火,但仍有引發火災的危險性,而易燃性液體的起火可能性則非常大。火花對液化石油氣及乙炔氣而言,也非常容易引火燃燒,在瓦斯管上方集中落下火花時,則會造成瓦斯管的起火燃燒。9 x% r. T4 s7 H+ j, @5 _5 _* Q
/ f1 O' Y ^) A4 p再者,電銲熔接所使用的熔銲電擊(熔接棒)或氧乙炔氣體切割後的金屬一樣含有高溫,對可燃性物質亦有著火的危險性。由於火花熔渣為球型結構,掉落地面時容易轉動,也因此必須注意掉入細縫引發火災的危險性。/ L' i# h# A" h9 |! ?
$ T* W8 B) N( K; n( u7 j
伍、起火原因調查:
: x0 [# K n9 V! F. Y據現場作業人員筆錄及現場燃燒後狀況,研判火勢由工程車載貨平台右前方起火,向車頭(駕駛座)延燒。故起火處為工程車載貨平台右前方,而該處正放置開關閥開啟中的氧乙炔鋼瓶。; I0 p# b' G3 |3 C8 X, g
* y* P7 P% e1 o" N
起火當時作業人員在車旁上方3樓進行電銲熔接及氧乙炔切割作業,電銲火花掉落下方5公尺車上所積載氧氣、乙炔橡皮軟管及鋼瓶,導致橡皮管碳化、破裂,瓦斯外洩起火燃燒,火勢並向前方駕駛座艙延燒。
3 z( U+ g- l5 b" `7 n0 Q, l6 h% W9 J' e3 `/ s3 ?& t
陸、結論與建議:
1 P2 H" v$ `3 Z0 O! {/ o雖然國內目前專業技術士證照設有電銲及氣銲技術士科目,且必須經過學科及術科檢定合格才能領取證照,但從學科測驗中可以發現,預防熔接火災方面的知識並不受到重視,更何況是自行學習執業的熔接技術人員。( d- V; a3 Q c# W
+ E. |$ h/ v( e- U
為預防此類火災的發生,在此提供國內外相關熔接火災預防安全作業規定,供相關人員參考及宣導:8 ^# l7 r4 W* L8 D' _
5 [6 A' K' r" ]9 q8 a: m1、於廠外進行熔接作業時,作業場所應設置在附近沒有可燃物的安全位置。如無法設置在上述安全位置時,應移開作業位置附近10公尺內的所有可燃物。若無法清除或移開可燃物時,應使用防火毯將可燃物完全蓋住,以避免可燃物與火花接觸,發生火災危險。若無法達成上述要求,嚴禁執行熔接作業。+ |: T" v8 e% X- O( R7 h
% ]% O+ |( r5 h& }3 v& R. G
2、在廠區中進行銲接作業前,必須依動火作業規定事先申請辦理動火作業許可證,經有關部門審核,同意後才可施工。
% E' ]) j4 [6 p9 y# S: f2 W' F# g
* g$ d4 _: n2 [/ h8 Q3、樓地板貫穿部及隔間牆開口部,均應加防火毯覆蓋保護,以避免火花飛出、掉落,造成人員傷害或引發可燃物。作業時應派員監視,並設置滅火器,以應不時之需;並於貫穿水平及垂直區劃的另一空間增設1名監督員,以控制潛在的危險。
0 }1 V/ l% v3 I% Z% j; l. a6 D& N( F- B9 c
4、熔接火災經常發生在停火之後一段時間,且起火處通常與作業處所有一段距離,因此監督員應於動火當天工作結束後,徹底檢查該區域30分鐘至1小時,以確認無悶燒狀況存在。
* M# N, B' N7 X
1 s( l7 e/ ^- ^5、任何裝有、或疑似裝有易燃性或毒性物質的密閉容器,均有物質殘留容器的可能,逕行操作將會有起火、爆炸或中毒的可能,故於測試合格、徹底清潔、洗淨、開通氣孔等安全確認前,不可進行切割或熔接。- I r8 J" w& Z- b* G u% y
9 s: {9 s) f+ Z( X4 m& z( ~3 q h6、嚴禁在裝有高壓氣體之容器旁及上方進行銲接(如氧氣瓶、乙炔鋼瓶、貯氣筒等)。% m% W# i" E' _
0 m7 K2 y% }6 O; M$ ~7、不可在木質地板上進行電銲,必要時應先用石棉板或防火毯鋪於地板上再行施工。
2 r8 i _ k, x. `* v6 r
: F* I# W& j4 j$ y4 G: `. b部分參考書目:
( J1 J9 @. T" p. |: k+ |熔接學卅陳金富、林宏昌卅全華科技圖書股份有限公司& \' ^" X+ v$ y5 ^2 ^
新火災調查教本第6卷卅日本東京消防廳卅東京防災指導協會7 ]2 l% W; G+ J% v* v
火災原因調査要領--微小火源火災編卅財団法人消防科学総合センター. t9 Q/ `, B5 S4 s+ z! d( H
Regulations (Standards - 29 CFR) General requirements.-- 1910. 252卅Welding, Cutting, and Brazing卅U.S. Department of Labor Occupational Safety & Health Administration (OSHA)/ B; `9 A k8 X& }3 ]
IOSH安全資料表--動火作業--類號:SDS-P-002卅勞工安全衛生研究所 |